
全国服务热线:
15666770917
全国服务热线:
15666770917


国内铸造设备水平,同样相差很远,国内最老的铸造设备有40年代水平的铁模铸造,先进的有液压半连续铸造。铁模铸造铸棒结晶组织很差,并在铸棒中有大量夹渣和气泡,铸棒质量很差,现在一般工厂用的比较普遍的是,水平铸造(又称连续铸造)和半连续铸造,半连续铸造大部分钢丝绳传动,最好的液压传动。半连续铸造棒的长度不等,一般为3米、4米直到8米。半连续铸造是地坑式,一边铸造一边下降,四周用冷水四面冷却,由于水冷四周均匀,铸棒结晶组织均匀细密。但钢丝绳向下传动,不如液压传动平稳,液压铸造的铸棒表面比其它铸棒表面均光滑。铸棒表面光滑是挤压好型材的先决条件之一。用其它方法铸出铸棒表面比较粗糙,为了保证型材质量,有时对铸棒先车一刀,车去铸棒粗糙的外表。

不比做决定更难的事了!来吧,看看晨阳清水饮用水聚合氯化铝(板框型)产物,晨阳清水饮用水聚合氯化铝(板框型)技巧专家整顿了具体的饮用水聚合氯化铝(板框型)产物信息, 从材质到成品到运用,让你的选择今后不再难!1、药剂投加量正常为:固体产物1-15克/吨,由于水质跟浊度差别,具体投加量由用户现实实验量来决议;2、固体产物存放期为二年,应放在通风枯燥处,受潮后不影响运用后果。3、本产物不得与其余化学药品混杂存放;4、固体产物应加水熔化后投加,稀释比例正常为:2%-20%(分量百分比)

①在焊接加热过程中,不时地用蘸有焊粉的焊丝端头试探性地拨动加热处的外表,如感到带有黏性,并且凝结的焊丝能与焊缝金属熔合在一同,阐明曾经到达熔池构成的温度,即可停止焊接。②焊接薄小焊件可采用左焊法,以避免过热烧穿等。③火焰运动方式是做上下摆前移,焊丝一直处于熔池的前沿,并做细微的上下跳动,与火焰作用相反的动作。一次完成一条焊缝,必需中缀时,接头处应重合20~30mm.④铝合金应尽量防止多层焊,不然接头晶粒大,易产生气孔或裂纹,焊缝成形低劣。
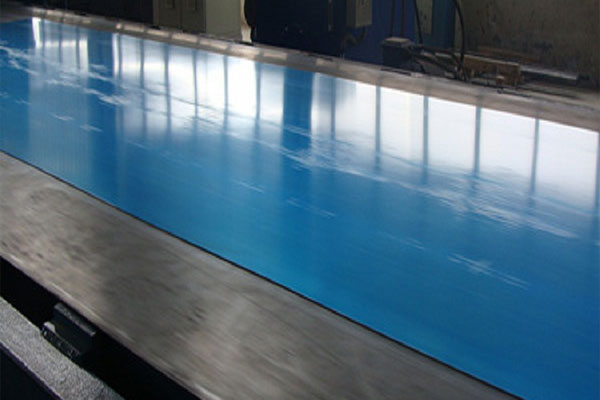
在铝板带生产过程中,由于设备或许职员操作失误等原因轻易出现质量成绩,这里铝业就罕见质量成绩总结如下,生气生产部分能够看重该成绩。这种油污将给铝卷表面带来伤害较大:一是由于铝卷成品少数作为装饰或包装材料,必须有一个洁净的表面;二是其厚度薄,在后续的退火时易造成泡状,并且由于油量较多在该处造成过多的残留物而影响应用。油污缺点多少是评估铝箔质量的一项很重要指标。这些油重要是由辊颈处或轧机出口上、下方甩、溅、滴在箱面上以及轧机清辊器出现异样、轧机测厚头滴油等造成,且每每较脏身分复杂。 油污是质量成绩中作为罕见的:油污是指轧制后铝梢表面带油最过多.且带上了除轧制油膜以外的多余的油,在分切生产及成品检查过程中肉眼可见的表面带油。
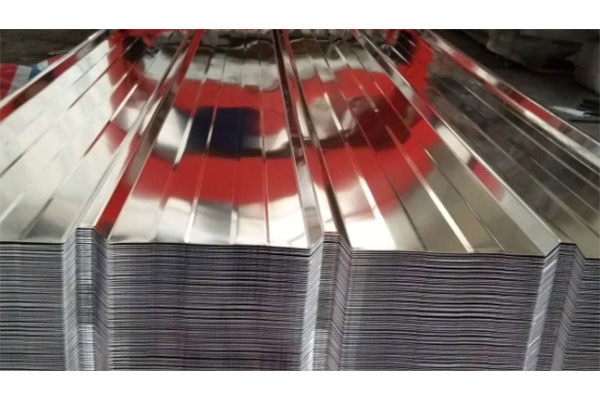
近年来,铝天花板工业的展开着实令人欢欣。据统计,全国铝天花板出产企业猛增。但在铝天花板工作快速展开的一起,波浪铝板我们也不能忽视存在的一些问题。1.抄袭模仿,立异短少。构成模仿抄袭的一个首要原因是规划人员短少规划才干。2.科技含量不高、手工操作极多、环保知道短少。实际上,铝天花板操作已成为与外国产品竞赛的丧命缺点(特别是石膏铝天花板制造)。3.企业规模小,价格战不断。这种实质上的工作自杀行为假设继续下去,波浪铝板价格必然大大削弱与国外同行的竞赛才干,到头来只会将恰当的市场份额拱手相让。4.短少品牌战略,市场竞赛力低。加大力度铸造品牌、培养品牌、包装品牌、推展品牌、维护品牌、延伸品牌,使品牌营销逐渐构成市场营销干流,乃是铝天花板企业的尽力方向。

拉丝处理是要在冲压之后再做的,拉丝可根据装饰须要,制成直纹、乱纹、螺纹、波纹和旋纹等几种。旋纹也称旋光,是采用圆柱状毛毡或研石尼龙轮装在钻床上,用火油折衷抛光油膏,对铝或铝合金板表面停止旋转抛磨所获取的一种丝纹。它多用于圆形标牌和小型装饰性表盘的装饰性加工。螺纹是用一台在轴上装有圆形毛毡的小电机,将其固定在桌面上,与桌子边沿成60度阁下的角度,其他做一个装有固定铝板压茶的拖板,在拖板上贴一条边沿齐直的聚酯薄膜用来制约螺纹竞度。运用毛毡的旋转与拖板的直线移动,在铝板表面旋擦出宽度不合的螺纹纹路。


热门关键词:铝板,铝卷,铝圆片、铝箔、铝瓦,铝带,铝杆,铝棒,铝线,铝粒,铝管,铝方通

