
全国服务热线:
15666770917
全国服务热线:
15666770917

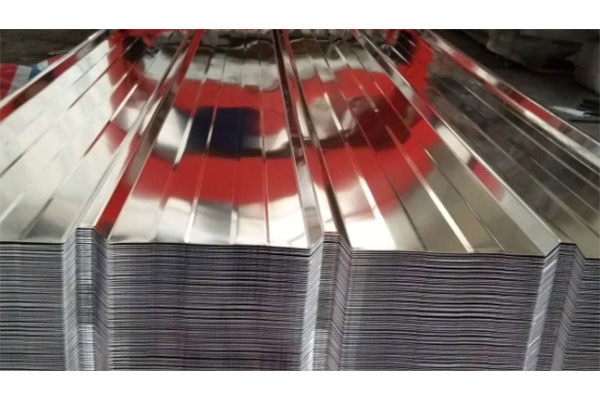
1、铝和铝合金板带材以热轧状态、退火状态、各种级别的软态和各种热处理状态供应铝板。2、热轧前准备 主要包括铸锭质量检查、均热、锯切、铣面、包铝和加热等。3、半连续铸造时冷却速度很高,固相中的扩散过程困难,铸锭内部易形成化学成分和组织不均,如晶内偏析等,使塑性降低。4、铸锭表面有偏析浮出物、夹渣、结疤和裂纹等缺陷时,应进行铣面(见有色金属合金锭坯铣面),这是保证成品良好表面质量的一个重要因素。5、热轧:铝合金铸锭的热轧是为冷轧提供坯料,或直接生产热轧状态的厚板。6、热轧工艺制度包括道次压下率、轧制温度、轧制速度以及润滑冷却等。

阳极的铝板氧化,表面上形成氧化铝薄层 ,其厚度为5~20微米 ,硬质阳极氧化膜可达60~200微米 。阳极氧化后的铝板,提高了其硬度和耐磨性,可达250~500千克/平方毫米,良好的耐热性 ,硬质阳极氧化膜熔点高达2320K ,优良的绝缘性 ,耐击穿电压高达2000V ,增强了抗腐蚀性能,在ω=0.03NaCl盐雾中经几千小时不腐蚀。氧化膜薄层中具有大量的微孔,可吸附各种润滑剂,适合制造发动机气缸或其他耐磨零件;膜微孔吸附能力强可着色成各种美观艳丽的色彩。有色金属或其合金(如铝、镁及其合金等)都可进行阳极氧化处理。

冷却时会出现弯曲现象,原因为:一般风冷的条件下,铝卷的各个部位与空气接触的换热系数均持平,但因为壁厚或形状不一样,各部位的散热速度不均衡,采购铝箔造成厚壁部或空心管的散热速度比薄壁部慢,最终造成它在冷却时会出现向空心部位或壁厚较厚的部位曲折的现象。1、薄壁部分温度下降快,先产生收缩力,铝箔厚壁部分或空心管部分温度下降慢,几乎没有收缩力;2、薄壁部分截面积较小,产生的收缩力较小,或被牵引机牵引力消除;4、厚壁部分或空心管部分截面积较大,随着温度下降逐渐产生较大收缩力,薄壁部分温度已大幅下降,不再产生收缩力或收缩力较小;

拉丝处理是要在冲压之后再做的,拉丝可根据装饰须要,制成直纹、乱纹、螺纹、波纹和旋纹等几种。旋纹也称旋光,是采用圆柱状毛毡或研石尼龙轮装在钻床上,用火油折衷抛光油膏,对铝或铝合金板表面停止旋转抛磨所获取的一种丝纹。它多用于圆形标牌和小型装饰性表盘的装饰性加工。螺纹是用一台在轴上装有圆形毛毡的小电机,将其固定在桌面上,与桌子边沿成60度阁下的角度,其他做一个装有固定铝板压茶的拖板,在拖板上贴一条边沿齐直的聚酯薄膜用来制约螺纹竞度。运用毛毡的旋转与拖板的直线移动,在铝板表面旋擦出宽度不合的螺纹纹路。

在铝板带生产过程中,由于设备或许人员把持失误等原因轻易出现品德成绩,这里铝业就罕见品德成绩总结如下,生气生产部分能够看重该成绩。一般是尖锐物与箔材名义打仗后绝对滑动时发生的。解决办法:在生产从前严厉检查生产设备,假如一旦发明设备中油污过多要及时清洗并且查找原因,同时对生产的产品停止板面清洗加工,假如清洗不失踪的产品做报废处理,有油污的产品禁止入库及流入市场。 划伤是品德成绩的常客:划伤、擦伤、碰伤是铝板名义出现的断续或持续的.单条沟状伤痕。


热门关键词:铝板,铝卷,铝圆片、铝箔、铝瓦,铝带,铝杆,铝棒,铝线,铝粒,铝管,铝方通

