
全国服务热线:
15666770917
全国服务热线:
15666770917


冷却时会出现弯曲现象,原因为:一般风冷的条件下,铝卷的各个部位与空气接触的换热系数均持平,但因为壁厚或形状不一样,各部位的散热速度不均衡,造成厚壁部或空心管的散热速度比薄壁部慢,最终造成它在冷却时会出现向空心部位或壁厚较厚的部位曲折的现象。1、薄壁部分温度下降快,先产生收缩力,厚壁部分或空心管部分温度下降慢,几乎没有收缩力;2、薄壁部分截面积较小,产生的收缩力较小,或被牵引机牵引力消除;4、厚壁部分或空心管部分截面积较大,随着温度下降逐渐产生较大收缩力,薄壁部分温度已大幅下降,不再产生收缩力或收缩力较小;

9月22日天风证券有色首席分析师杨诚笑约请中铝研究室副主任赵秀富召开电解铝供应侧改造电话会议,就供应侧改造实行情形如何?库存什么时光降低?取暖季限产影响多少产量?铝价能否继承上涨?等市场热门成绩停止深入分析,为投资者答疑解惑。2016岁尾全国已经造成电解铝产能4220万吨,到2017岁尾,还将新增300万吨的合规产能,累计总产能应该达4500万吨阁下。从核对的结果来看,已经建好的跟正在建立的违规产能总计是1284万吨,这些守法违规产能将在10月15号前全部实现封闭退出,因而2017岁尾全国电解铝现实产能无望降至3216万吨。同时,斟酌到铝消费的增加约100万吨,电解铝行业将迎来运转产能与需要的弱均衡。

划伤是质量问题的常客:划伤、擦伤、碰伤是铝板表面呈现的断续或连续的.单条沟状伤痕。一般是尖锐物与箔材表面接触后相对滑动时产生的。产生的主要原因:轧辊、导辊表面有尖状缺陷,或粘有硬杂物;剪切、合卷、分切的机械导辊、导路有尖状缺陷或枯有杂物。擦伤:由于物体间棱与面,或面与面接触后发生相对滑动或错动而在箱材表面造成的成束(或组)分布的伤痕。

任何一种工业油漆在施工后都有可能会出现起泡景象,虽说发生气泡景象的原因在很大水平上是雷同的,但由于每一种油漆涂料之间的成膜物质与特征的差别而有所不同,来日主要报告外墙仿铝板涂刷轻易起泡的原因外墙仿铝板涂刷氟碳施工起泡的原因分析1、上层抹灰;上层不完整干透就停止施工,造成上层中含有遗留的水分,增加了漆膜发生起泡的可能性,同时也是起泡发生的主要要素。3、底漆;底漆未干透就碰到水,经阳光的暴晒受热时就会发生起泡

国内铸造设备水平,同样相差很远,国内最老的铸造设备有40年代水平的铁模铸造,先进的有液压半连续铸造。铁模铸造铸棒结晶组织很差,铝箔并在铸棒中有大量夹渣和气泡,铸棒质量很差,现在一般工厂用的比较普遍的是,水平铸造(又称连续铸造)和半连续铸造,半连续铸造大部分钢丝绳传动,最好的液压传动。半连续铸造棒的长度不等,一般为3米、4米直到8米。半连续铸造是地坑式,一边铸造一边下降,四周用冷水四面冷却,铝箔价格由于水冷四周均匀,铸棒结晶组织均匀细密。但钢丝绳向下传动,不如液压传动平稳,液压铸造的铸棒表面比其它铸棒表面均光滑。铸棒表面光滑是挤压好型材的先决条件之一。用其它方法铸出铸棒表面比较粗糙,为了保证型材质量,有时对铸棒先车一刀,车去铸棒粗糙的外表。
在拉丝的过程当中,需要经由过程人工利用砂纸停止刮丝处理,这种反复刮丝的过程是在生产加工环节必不可少的重要步调,各人不克不及忘记。其次就是在皮膜的处理过程当中,要想让拉丝处理过后愈加富有光芒,看起来愈加雅观,皮膜技术是在加工领域生产的症结。要细心认真,不克不及马虎,如许的细心担任的工作态度对拉丝铝板的每一个部位做到细节上的处理,如许才会让细丝到达浓密光亮。拉丝铝板当初无论是在生产加工领域仍是在电子产品配件当中都有很好的应用,要想将拉丝铝板做好,拉丝这门工艺还是异样重要的。


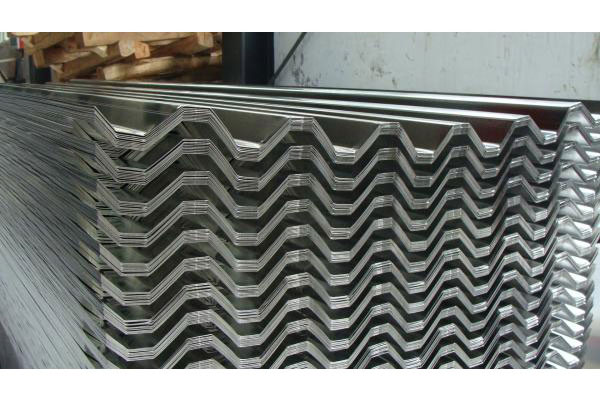
热门关键词:铝板,铝卷,铝圆片、铝箔、铝瓦,铝带,铝杆,铝棒,铝线,铝粒,铝管,铝方通

