
全国服务热线:
15666770917
全国服务热线:
15666770917


冷却时会出现弯曲现象,原因为:一般风冷的条件下,铝卷的各个部位与空气接触的换热系数均持平,但因为壁厚或形状不一样,各部位的散热速度不均衡,造成厚壁部或空心管的散热速度比薄壁部慢,最终造成它在冷却时会出现向空心部位或壁厚较厚的部位曲折的现象。1、薄壁部分温度下降快,先产生收缩力,厚壁部分或空心管部分温度下降慢,几乎没有收缩力;2、薄壁部分截面积较小,产生的收缩力较小,或被牵引机牵引力消除;4、厚壁部分或空心管部分截面积较大,随着温度下降逐渐产生较大收缩力,薄壁部分温度已大幅下降,不再产生收缩力或收缩力较小;

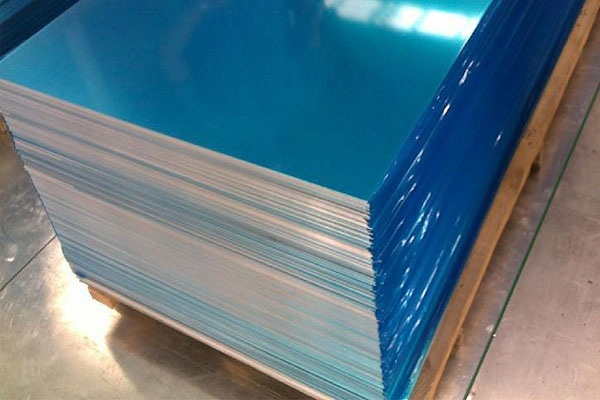
1、可以运用热水对铝卷停止清洗。热水清洗主要是将基板表面残留的脱脂剂清洗清洁,保证这些残留物能熔化此中,以防这些脱脂剂对基板造成二次污染。运用办法多为浸洗和喷淋洗擦的办法。所用水质最好硬度不要太高,不然,水中的矿物质会在基板表面生成矿斑。3、对它停止钝化处理。钝化处理是经由过程加压喷淋、浸涂或辊涂等办法使钝化剂在基材表面造成转化膜。正常运用加压喷淋的办法,钝化液在运用过程中发生的泥渣每每会阻塞喷孔,从而影响喷淋得效果。浸涂的办法虽然解决了这一成绩,但钝化液的消耗量较大。
①在焊接加热过程中,不时地用蘸有焊粉的焊丝端头试探性地拨动加热处的外表,如感到带有黏性,并且凝结的焊丝能与焊缝金属熔合在一同,阐明曾经到达熔池构成的温度,即可停止焊接。②焊接薄小焊件可采用左焊法,以避免过热烧穿等。③火焰运动方式是做上下摆前移,焊丝一直处于熔池的前沿,并做细微的上下跳动,与火焰作用相反的动作。一次完成一条焊缝,必需中缀时,接头处应重合20~30mm.④铝合金应尽量防止多层焊,不然接头晶粒大,易产生气孔或裂纹,焊缝成形低劣。
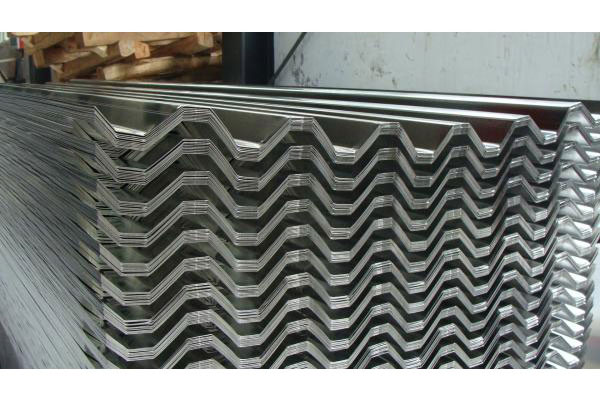
拉丝处理是要在冲压之后再做的,拉丝可根据装饰须要,制成直纹、乱纹、螺纹、波纹和旋纹等几种。旋纹也称旋光,压型铝板是采用圆柱状毛毡或研石尼龙轮装在钻床上,用火油折衷抛光油膏,对铝或铝合金板表面停止旋转抛磨所获取的一种丝纹。它多用于圆形标牌和小型装饰性表盘的装饰性加工。螺纹是用一台在轴上装有圆形毛毡的小电机,将其固定在桌面上,压型铝板价格与桌子边沿成60度阁下的角度,其他做一个装有固定铝板压茶的拖板,在拖板上贴一条边沿齐直的聚酯薄膜用来制约螺纹竞度。运用毛毡的旋转与拖板的直线移动,在铝板表面旋擦出宽度不合的螺纹纹路。


热门关键词:铝板,铝卷,铝圆片、铝箔、铝瓦,铝带,铝杆,铝棒,铝线,铝粒,铝管,铝方通

